

Основы абразивоструйной очистки поверхностей
Возможности камеры с воздушным обдувом
Камеры с воздушным обдувом достигают отличных результатов в большинстве работ по обработке поверхностей – от очистки до наклепа. Вот небольшой список наиболее распространенных видов применения:
Отделка:
- создание матовой или сатиновой поверхности или создание «морозного узора»
- убирание блеска или дефектов
- стирание отметок
- шлифовка и полировка
- нанесение маркировки
Обработка и подготовка поверхности:
- упрочнение
- добавление усталостной прочности
- сокращение расчетной массы, пористости или трения
- повышение стойкости к коррозии
- улучшает смазку
- выявляет трещины при осмотре
- протравливание для сцепления
- резка
Очистка и удаление:
- химических загрязнений
- покрытий
- краски
- уплотнителей и связывающих материалов
- углеродистого нагара
- окалины
- лишней пайки
- литьевых материалов
- блеска
- заусенцев
- ржавчины
- окисления
Принципы работы камеры с воздушным обдувом
Камеры с воздушным обдувом имеют одну из двух рабочих систем: напорную или вакуумную.
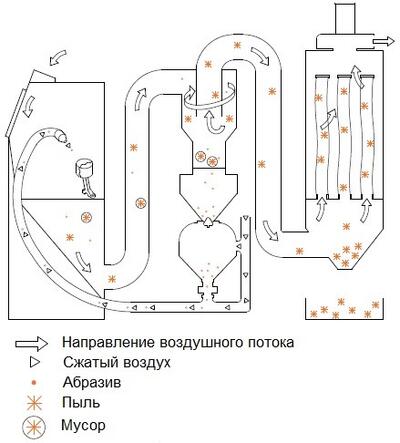
Как показано на чертеже справа, напорные системы используют мощность компрессора на всем пути от бункера хранения абразива до выпускного канала сопла, что приводит к ускорению работы, более точному управлению как при высоком, так и при низком давлении, и при многих видах применения - к более эффективному использованию сжатого воздуха, чем это возможно в вакуумных системах.
Вакуумные системы, которые зависят от эффекта Вентури при «вытягивании» абразива из бункера для хранения, привлекательны низкими капитальными расходами и более легкой установкой нескольких струйных пистолетов.
Регулируемые восстановители (см. справа) восстанавливают абразив любой плотности. При регулировании ленты настройки размера абразива на восстановителе объем воздуха, поступающего в систему, можно контролировать, что гарантирует точное отделение функционального абразива от пыли и другого нежелательного мусора.
Когда использованный абразив, пыль и мусор втягиваются потоком воздуха в впускной канал восстановителя, поступающий воздух и абразив закручиваются вихрем вниз, и крупные частицы отбрасываются к наружной стене восстановителя. Воздушный поток формирует вихрь, идущий вверх, в противоположную сторону через центральную трубу, который выносит пыль, тогда как тяжелые частицы падают вниз, в бункер для хранения для повторного использования. Сито улавливает мусор крупного размера.
Пыль и мелкий мусор вытягиваются из восстановителя вниз, в пылесборник. Внезапное расширение заставляет более тяжелые частицы пыли падать вниз. Оставшийся мелкий абразив вытягивается на поверхность воздушных фильтров. Затем чистый воздух выпускается в рабочую зону.
ПРИМЕЧАНИЕ: величина футов кубических в минуту камер настроена на номинальное рабочее давление 6 дюймов водяного столба, за исключением модели на 1200 футов куб.в мин., настроенной на статическое давление 10 дюймов. Установки конкурентов, возможно, могут достигать более высокого значения фунтов кубических в минуту, но за счет неадекватного статического рабочего давления.
Напорные системы
Вакуумные системы
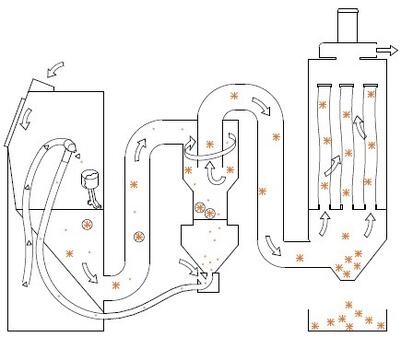
Таблица совместимости абразива / восстановителя
|
Восстановитель |
Стеклянные шарики |
Оксид алюминия |
Стальная остроугольная дробь |
Стальная дробь |
|
400 |
все |
46 |
120 |
S-70 |
|
600 |
все |
36 |
80 |
S-110 |
|
900 |
все |
36 |
80 |
S-110 |
|
1200 |
все |
30 |
40 |
S-170 |
Сопла напорной системы

Диаметры струи напорной системы
|
Требования к воздуху при напорной обработке |
Расстояние от обрабатываемой детали |
||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Внут. диам. сопла |
6" |
12" |
18" |
||||||||||||
|
Давление (фунтов на кв. дюйм) |
20 |
30 |
40 |
50 |
60 |
80 |
100 |
120 |
1/8” |
3/4” |
1” |
1” |
1-1/2” |
- |
1-1/8” |
|
Сопло 1/8” |
6 |
8 |
10 |
13 |
14 |
17 |
20 |
25 |
3/16” |
1-1/4” |
1-3/8” |
1-1/2” |
2” |
1-5/8” |
2-1/2” |
|
Сопло 3/16” |
15 |
18 |
22 |
26 |
30 |
38 |
45 |
55 |
1/4” |
1-1/4” |
1-1/2” |
1-7/8” |
2-1/4” |
2-1/8” |
2-3/4” |
|
Сопло 1/4” |
27 |
32 |
41 |
49 |
55 |
68 |
81 |
97 |
3/8” |
1-5/8” |
1-3/4” |
2” |
2-1/4” |
2-1/4” |
3” |
|
Сопло 5/16” |
42 |
50 |
64 |
76 |
88 |
113 |
137 |
152 |
Размах «Горячая точка» |
||||||
|
Сопло 3/8” |
55 |
73 |
91 |
109 |
126 |
161 |
196 |
220 |
|||||||
4 стандартных куб.футов в мин. = 1 л.с.
Производительность компрессора должна обеспечивать следующий по размеру диаметр сопла, для учеста износа сопла.
Основы абразивоструйной очистки: сопла эжекторной (вакуумной) системы

Диаметры струи напорной системы
|
Требования к воздуху при напорной обработке |
Расстояние от обрабатываемой детали |
||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Внут. диам. сопла |
6" |
12" |
18" |
||||||||||||
|
Давление (фунтов на кв. дюйм) |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
1/4” |
1-3/8” |
2-5/8” |
- |
2-3/4” |
- |
1” |
|
Сопло 1/4”, воздуш.сопло 3/32” |
6 |
7 |
8 |
10 |
11 |
12 |
13 |
15 |
5/16” |
1-1/2” |
3-1/2” |
1-3/4” |
4-1/2” |
- |
3-3/4” |
|
Сопло 1/4”, воздуш.сопло 1/8” |
10 |
12 |
15 |
17 |
19 |
21 |
23 |
26 |
7/16” |
2” |
3-3/4” |
2” |
4-1/2” |
- |
3-3/4” |
|
Сопло 5/16”, воздуш.сопло* 5/32” |
15 |
19 |
23 |
27 |
31 |
37 |
38 |
42 |
Размах «Горячая точка» |
||||||
|
Сопло 7/16”, воздуш.сопло 7/32” |
31 |
38 |
45 |
52 |
59 |
66 |
73 |
80 |
|||||||
4 стандартных куб.футов в мин. = 1 л.с.
Руководство по абразивному материалу
|
|
Стеклянные бусины |
Керамическая дробь |
Нержавеющая рубленая проволока |
Стальная дробь |
Стальная острая дробь |
Оксид алюминия |
Карбид кремния |
Бикарбонат натрия |
Битое стекло |
Пластиковый абразив |
Скорлупа |
|
Отделка |
ДА |
ДА |
ДА |
ДА |
ДА |
ДА |
ДА |
ДА |
ДА |
НЕТ |
НЕТ |
|
Очистка / удаление |
ДА |
ДА |
ДА |
ДА |
ДА |
ДА |
ДА |
ДА |
ДА |
ДА |
ДА |
|
Наклеп |
ДА |
ДА |
ДА |
ДА |
НЕТ |
НЕТ |
НЕТ |
НЕТ |
НЕТ |
НЕТ |
НЕТ |
|
Контур поверхности (травление) |
НЕТ |
НЕТ |
ДА |
НЕТ |
ДА |
ДА |
ДА |
НЕТ |
ДА |
ДА |
ДА |
|
Рабочая скорость |
СРЕДНЯЯ |
СРЕДНЯЯ |
СРЕДНЯЯ |
СРЕДНЯЯ |
СРЕДНЯЯ-ВЫСОКАЯ |
ВЫСОКАЯ |
ОЧЕНЬ ВЫСОК. |
НИЗКАЯ |
ВЫСОКАЯ |
СРЕДНЯЯ-ВЫСОКАЯ |
НИЗКАЯ-ВЫСОКАЯ |
|
Способность к восстановлению |
ВЫСОКАЯ-НИЗКАЯ |
ВЫСОКАЯ |
ВЫСОКАЯ |
ОЧЕНЬ ВЫСОКАЯ |
ОЧЕНЬ ВЫСОКАЯ |
СРЕДНЯЯ-ВЫСОКАЯ |
СРЕДНЯЯ-НИЗКАЯ |
НИКАКАЯ |
СРЕДНЯЯ-НИЗКАЯ |
СРЕДНЯЯ |
НИЗКАЯ |
|
Вероятность удаления металла |
ОЧЕНЬ НИЗКАЯ |
ОЧЕНЬ НИЗКАЯ |
ОЧЕНЬ НИЗКАЯ |
ОЧЕНЬ НИЗКАЯ |
СРЕДНЯЯ |
СРЕДНЯЯ-ВЫСОКАЯ |
СРЕДНЯЯ-ВЫСОКАЯ |
НИКАКАЯ |
НИЗКАЯ-СРЕДНЯЯ |
ОЧЕН НИЗКАЯ |
ОЧЕНЬ НИЗКАЯ |
|
Прочность по шкале Мооса (Роквелла) |
5,5 |
7 (57-63) |
6-7,5 (35-55) |
6-7,5 (20-66) |
8-9 (40-66) |
8-9 |
9 |
2,5 |
5,5 |
3-4 |
1-4,5 |
|
Насыпная плотность (фунт / куб.футы) |
100 |
150 |
280 |
280 |
230 |
125 |
95 |
60 |
100 |
45-60 |
40-80 |
|
Размер меш |
30-440 |
8-46 |
20-62 |
8-200 |
10-325 |
12-325 |
36-220 |
70-220 |
30-400 |
12-80 |
много |
|
Ср. давление обработки (фунты на кв.дюйм) |
20-55 |
20-90 |
20-90 |
20-90 |
20-90 |
20-90 |
20-90 |
40-80 |
20-50 |
20-60 |
10-40 |
|
Форма: |
• |
• |
• |
• |
☒ |
☒ |
☒ |
☒ |
☒ |
☒ или • |
☒ |
Примечание: вышеуказанная информация – для общего сведения. Более подробную консультацию вы получите у вашего авторизированного дистрибьютора Бласткор
- Бикарбонат натрия должен быть использован вместе с добавкой, обеспечивающей текучесть
- Не используйте кварцевый песок в оборудовании Бласткор
- Обратитесь к таблице «Совместимость абразива / восстановителя», чтобы определить размер меш, подходящий к восстановителю
Профиль поверхности: критический аспект в подготовке
Класс очистки определяет чистоту поверхности. Профиль поверхности обозначает форму поверхности. Чтобы покрытия хорошо держались и защищали поверхности, поверхности должны быть очищены и правильно профилированы.
В процессе обработки гранулы абразива несут на рабочую поверхность кинетическую энергию. После удара гранулы агрессивного абразива образуют ямки, создавая на поверхности текстуру «горы и равнины»


Созданная текстура напрямую влияет на внешний вид и коэффициент сцепления обработанных деталей (которые не требуют покрытия), но профиль также играет главную роль в качестве покрытых поверхностей.

Подготовка поверхности к покрытию

Когда профиль выступает над грунтовкой, поверхность скоро покроется ржавчиной.

Когда грунтовка едва прикрывает профиль, то немного места остается на ошибку.

Рекомендуется. Обеспечивает хорошую основу для наилучшего покрытия
Рекомендация 1: Высота профиля не должна превышать толщину сухой пленки грунтовочного покрытия.
Рекомендация 2: Высота профиля не должна превышать треть от толщины сухой пленки свей системы покрытий.
Примечание: получите консультацию поставщика по характеристикам профиля поверхности.
Основы абразивоструйной очистки: профиль поверхности
Факторы обработки, влияющие на профиль поверхности
 |
Прочность абразива и твердость поверхности Более твердые абразивные материалы выбивают более глубокий профиль быстрее, чем менее твердые, которые теряют кинетическую энергию при разбивании. Более прочные поверхности сопротивляются действию абразива сильнее, чем более мягкие. |
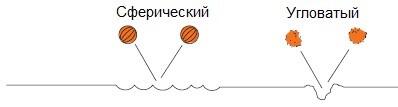 |
Форма абразива Сферический абразив создает профиль с ямками, который обычно увеличивает прочность детали. Угловатый абразив делает профиль с насечками, подготавливая поверхность к покрытиям. |
 |
Плотность абразива Абразив высокой плотности пробивает более глубокий профиль, чем менее плотный абразив, тогда как другие факторы остаются постоянными. |
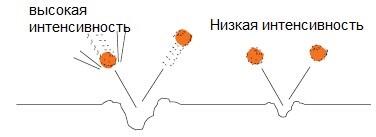 |
Интенсивность обработки Максимальное воздействие, которое частица может оказать на поверхность, зависит от ее энергии, функции ее массы и скорости. Когда все другие переменные, включая быстроту разлома, форму и плотность, остаются неизменными – более быстрое движение частиц пробивает более глубокий профиль. |
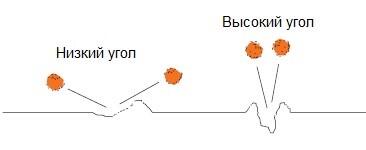 |
Угол удара Абразив, достигающий поверхности под более крутым углом, пробивает ее более глубоко, чем тот, который летит по более низкой траектории. |
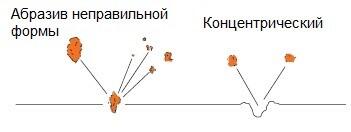 |
Закупоривание Более крупный абразив неправильной формы может застревать на рабочей поверхности, что проведет к слабому результату. Более мелкий, ровный, прочный абразив исключает такой риск.
|